
Задача
Модернизировать вращение фурм
Реализация
Эксплуатация литейного цеха использует для разливки цветных металлов производственную установку с вращением фурм.
Вращение фурм является важной составляющей работы производственной установки.
Изготовление отливок на этой установке осуществляется с высокой степенью автоматизации. Со временем технологический процесс был оптимизирован Заказчиком.
Из-за растущего дефицита запчастей для системы управления и плат гидроусилителя возник вопрос о модернизации всего электрического оборудования
Совместно с Заказчиком было выбрано управление на базе ПК фирмы «Бекхфф».
Система управления TwinCat имеет оптимальное соотношение цены и мощности, конфигурация системы даёт возможность введения любых инноваций.
Для регистрации всех периферийных сигналов были выбраны Profibus-DP и модульная система клемм. Profibus является усовершенствованной системой, с которой мы имели удачный опыт работы в прошлом.
Модульная система клемм даёт возможность напрямую менять множество специальных компонентов, таких как вентильные усилители, и применять клеммы DMS (системы управления данными) для весов. Тем самым упрощается работа и существенно улучшается диагностика.
На этой установке применили программируемую аварийную систему TwinSafe на основе комплексных требований к технологическому режиму.
Интеграция в шинную систему даёт огромное преимущество. Для обеспечения функции наладки была установлена «безопасная» кнопка подтверждения на базе радиоволн, которая обеспечивает доступ к труднодоступным частям установки.
Также ввели ЧПУ программы TwinCat.
Для сверления необходимых отверстий позиционирование осуществляется через гидравлическую ось позиционирования фирмы «Рексрот».
Децентрализованная структура позволила сэкономить в полной замене электропроводки. Это дало возможность провести эффективную подготовку для закольцовки.
В качестве системы визуализации была установлена InTouch фирмы «Wonderware».
Коммуникация через интерфейс OPC осуществляется бесперебойно.
Для подключения внешних сканеров штрихового кода и управления данными рецептуры в Excel были составлены соответствующие приложения в Visual Basic.
Для закольцовки электротехники и систем управления было предоставлено 18 дней в период производственного останова. Во время этого останова были заново подключены все компоненты и введены в эксплуатацию устройства управления.
Работа была своевременно и успешно завершена благодаря хорошей совместной работе Заказчика и нашей фирмы.

Задача
Изготовление сварочных электродов – перемешивание и дозирование жидкого стекла
Реализация
Жидкое стекло используется в качестве вяжущего средства для покрытия электродов.
Точное дозирование и смесь различных типов жидкого стекла обеспечивает высокое качество электродов.
Для управления установками используется SIMATIC S7/300.
Визуализация и управление составом осуществляется через MP Touch Panel.
В настоящее время в памяти находятся 1300 рецептур.
Операторы установки могут при необходимости дополнять и расширять их.
Следующий этап разработок предусматривает подключение уже 3-х автоматизированных установок к системе регистрации производственных данных верхнего уровня.
Задача
Управление гидравлическим регулированием на прокатном стане
Реализация
Определения:
Skin Pass Mill: Дрессировочная клеть
PPPL-Plant: Травильный агрегат периодического действия толкающе- тянущего типа В конце 2004 года начались пусконаладочные работы на травильном агрегате толкательного типа на заводе «Ердемир» в Эригли, Турция.
Поставщик машиностроительных частей и средств технического обеспечения: NIPPON Steel Co., Япония.
Поставщик программного обеспечения автоматизации и ввод в эксплуатацию: Фест АГ.
После успешной пуски-наладки движения полосы и участка обработки фирма «NIPPON Steel» установила в начале 2005 года дрессировочную клеть для улучшения качества поверхности полосы на стороне выхода установки.
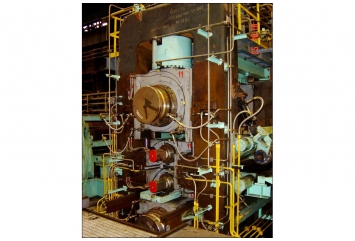
Дрессировочный прокатный стан кварто:
Технические характеристики:
- Диаметр опорных валков: 1000 мм
- Диаметр рабочих валков: 500 мм
- Максимальное усилие прокатки: 1000 т (10.000 кН)
- Скорость полосы: 100 м /мин
- Усилие гибки: 176 т
- Натяжение полосы: 70 кН
- Мощность приводов: 2 x 160 кВт
- Ввод в эксплуатацию: май 2005
Техника автоматизации:
- Simatic S7:
Центральный блок 416-2
Прилагаемый блок FM458-1DP
Расширительный блок EXM438 (SSI-датчик)
Многофункциональная панель MP 270 в локальном пульте управления
Система управления технологическим процессом:
Гидравлическое оборудование:
- 2 сервоклапана для нажимного цилиндра, приводная и рабочая сторона
- 2 сервоклапана для положительного и отрицательного изгиба валков
- Датчик давления для измерения усилия прокатки и гибки
- „Magnescale“ Sony линейный датчик для измерения положения (0,5мкм)
Обзор на мультипанели SIEMENS:
- Fn: отрицательное усилие гибки
- Fp: положительное усилие гибки
- Fr: равнодейств. усилие прокатки
- Fc: усилие приводная сторона+рабочая сторона
- Wr: вес валков
- Elongation: удлинение полосы
- Tension stand: натяжные клети
Введены следующие виды регулировки:
- Позиционное регулирование прижимных цилиндров приводной и рабочей стороны
- Регулирование усилия прокатки после установки рабочих валков на полосу
- Регулирование степени деформации при дрессировке
- Регулирование усилия гибки
- Калибровка и снятие характеристики (кривой) клети
- Регулирование для выравнивания нагрузки между двигателями прокатного стана
Используемые инструменты программирования и параметрирования:
- CFC Continous Function Chart
- Simadyn D – D7Sys библиотека типовых блоков
- Drive ES Basic und Drive ES Graphic
- Step7 Manager
для прилагаемого модуля FM458-1DP, центрального узла CPU416 и для параметрирования частотного преобразователя приводов прокатного стана.